 深圳市科(kē)创精密模具五金制造厂
深圳市科(kē)创精密模具五金制造厂 五金冲压工艺流程有(yǒu)哪些?【附五金冲压工艺流程图】
发布时间:2020-08-20 浏览:1639次 责任编辑:深圳科(kē)创精密模具五金制造厂
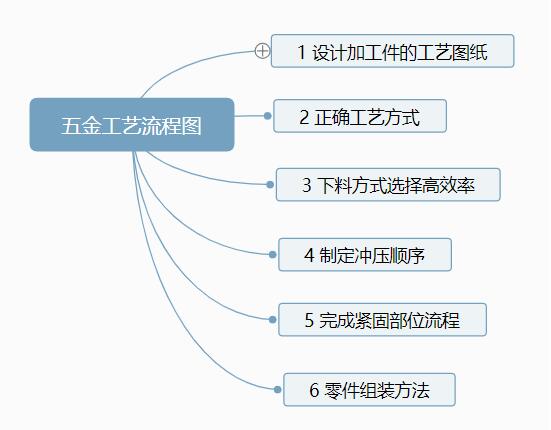
五金冲压工艺流程有(yǒu)哪些?五金冲压工艺流程图是什么?目前五金冲压工艺有(yǒu)很(hěn)多(duō)种,每一种工艺制造水平以及生产出来的冲压件外形都会有(yǒu)很(hěn)大的區(qū)别。生产批量大小(xiǎo),产品量大,冲压件的单件成本价格越低,量小(xiǎo)的情况下就要采取较為(wèi)经济的加工方式。那么到底五金冲压工艺流程是什么,五金工艺它的详细流程都有(yǒu)哪些呢(ne)?如下图展示:
五金冲压工艺可(kě)分(fēn)為(wèi)分(fēn)离工序和成形工序两大类。成形工序的目的是使板料在不破坯的条件下发生塑性变形,制成所需形 状和尺寸的工件。分(fēn)离工序也称冲裁,其目的是使冲压件沿一定轮廓線(xiàn)从板料上分(fēn)离,同时保证分(fēn)离断面的质量要求。在实际生产中,常常是多(duō)种工序综合应用(yòng)于一个工件。冲裁、弯曲、剪切、拉深、胀形、旋压、矫正是几种主要的冲压工艺。
1、设计加工件的工艺图纸
设计和绘制硬件工件的三个部分(fēn),其作用(yòng)是通过绘图来表达钣金零件的结构。画出工件的展开,即将复杂的零件展开成扁平的零件。分(fēn)析零件图,快速了解工件尺寸,坐(zuò)标点,線(xiàn),曲線(xiàn)和切削面的位置关系,确定工件坐(zuò)标原点,计算每个顶点的坐(zuò)标和曲線(xiàn)连接点的坐(zuò)标。
2、正确工艺方式
工件表面加工方法的选择是针对每个有(yǒu)质量要求的表面选择一种合理(lǐ)的加工方法。一般根据表面精度和粗糙度的要求选择最终的加工方法,确定精加工前的制备工艺的加工方法,即确定加工方案。
3、下料方式选择高效率
剪刀(dāo)的底面是剪刀(dāo)形状的長(cháng)度和宽度。如果有(yǒu)冲角和切角,则将冲孔与模具冲孔结合,形成切角。冲床的底面是一个平片结构,用(yòng)于在一个步骤或多(duō)个步骤展开后冲洗零件。其优点是工作时间短、效率高,常用(yòng)于批量制造。用(yòng)编程软件将绘图扩展图写成数控加工机床的可(kě)识别内容。让它被编程来切割它的餐具的结构形状。激光整理(lǐ)是利用(yòng)激光切割,在一块板上切割出的板的形状的结构。
4、制定冲压顺序
一般有(yǒu)冲裁角度冲裁、冲裁凸壳、冲孔撕裂、泵送等加工程序,其加工需要有(yǒu)相应的模具来完成操作。此外,折弯工艺还需要有(yǒu)一个折弯床和相应的折弯模具来完成操作。设计原则是在没有(yǒu)干扰的情况下优先进行下一步操作。
5、完成紧固部位流程
一般通过冲压铆接工艺或液压铆接机完成操作,紧固件铆接在钣金零件上,压力铆接常用(yòng)在压力铆接螺栓、压缩铆接螺母、压力铆接螺钉等。翻边丝锥的工艺是在较小(xiǎo)的底孔上挖出一个稍大的孔,然后抽吸水龙头孔。这样可(kě)以提高其强度,避免滑动齿,一般用(yòng)于薄板厚度较高的工件,当板材厚度较大时,不需要直接翻边攻丝。
6、零件组装方法
焊接将多(duō)个部件焊接在一起用(yòng)于加工目的或单个部件接缝以增加其强度。表面处理(lǐ)通常具有(yǒu)磷酸盐膜,電(diàn)镀多(duō)色锌,铬酸盐,烤漆,氧化等。具體(tǐ)表面处理(lǐ)方法的选择基于需求。装配是以一种使其成為(wèi)完整项目的方式组装多(duō)个零件或装配體(tǐ)。

关于五金冲压工艺流程有(yǒu)哪些,五金冲压工艺流程图是什么就总结到这里,在五金加工的过程中应该遵循五金工艺的一个加工先后顺序,这样才具备更加高效的生产能(néng)力,提高效率的同时也能(néng)降低不必要的成品浪费,希望以上分(fēn)享对大家有(yǒu)帮助。
